
Wuxi Smart CNC Equipment Group Co., LTD
„Najpierw jakość, najpierw klient”
Inteligentne maszyny CNC nie tylko produkują prasy krawędziowe, maszyny laserowe, nożyce, walcarki, ale także dostarczają inne kompletne rozwiązania do obróbki blachy.
January 21, 2019
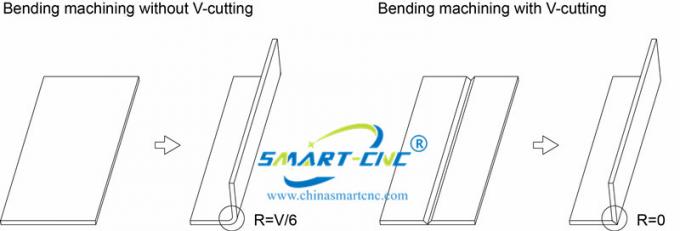
1. Charakterystyka procesu rowkowania V cienkich blach przed zginaniem. Zakrzywiona krawędź przedmiotu po wygięciu jest mała i nie ma promienia. Proces gięcia pokazuje, że promień krawędzi przedmiotu po zgięciu jest proporcjonalny do grubości wyginanego przedmiotu, ponieważ V jest cienki na blasze. Po utworzeniu rowka, grubość pozostałego materiału arkuszowego jest tylko połową grubości pierwotnego materiału arkuszowego, lub nawet mniejsza, tak że promień krawędzi przedmiotu obrabianego po zgięciu jest również proporcjonalnie zmniejszony. Ponadto, ponieważ grubość pozostałego materiału arkuszowego po rowku w kształcie litery V jest mała, siła odkształcenia w czasie zginania jest również mała, a dyfuzja nie wpływa na obszar niezagięty, tak że powierzchnia wygiętej blachy obrabiany przedmiot nie ma załamania. Spełni to specjalne wymagania wysokiej jakości dekoracji w hotelach, restauracjach, restauracjach, budynkach komercyjnych, bankach, lotniskach i innych miejscach.
2. Siła zginająca wymagana do zmniejszenia zginania materiału arkuszowego jest znana z procesu gięcia. Siła zginająca materiału arkuszowego jest również proporcjonalna do grubości giętego materiału arkuszowego, a materiał blachy metalowej ma kształt litery V przed zginaniem. Po rowku grubość pozostałego arkusza wynosi około połowy grubości oryginalnego arkusza lub jest mniejsza, tak że siła zginania wymagana do gięcia arkusza jest odpowiednio zmniejszona, tak że długi arkusz znajduje się na mniejszej maszynie do gięcia tonażu . Możliwe jest również zginanie. Może zmniejszyć inwestycje w sprzęt i oszczędzać energię.
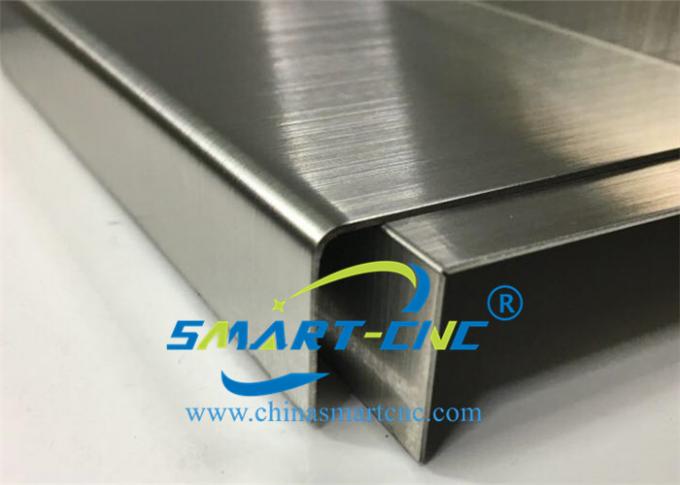
3. Niektóre specjalne materiały mogą być gięte w prostokątne rury na zwykłej giętarce z uniwersalną formą. Ten typ materiału nie może być wyginany na zwykłej maszynie do gięcia lub w celu ukończenia pracy wykorzystywana jest specjalna konstrukcja skomplikowanej formy. Jednakże, kontrolując głębokość rowka w kształcie litery V cienkiego metalowego arkusza, możliwe jest wygięcie specjalnego typu giętego materiału na zwykłej maszynie do gięcia przy użyciu formy ogólnego przeznaczenia. Specyficzna metoda polega na tym, że grubość pozostałego materiału arkusza rowka w kształcie litery V w ostatnim procesie gięcia jest kontrolowana do około 0,3 mm, tak że kąt odbicia procesu gięcia jest niewielki, a prostokątna rura nie odbija się i nie odkształca po formowaniu.
4.Pozycjonowanie długości zakrzywionej strony przed zginaniem W celu ukształtowania długości zakrzywionej strony przed zginaniem można użyć rowka w kształcie litery V dla cienkiej blachy, a następnie postępować zgodnie z wcześniej podanym V na maszynie do gięcia . Rodzaj rowka drutu jest wygięty, aby zapewnić dokładność długości zagiętej strony, i może zastąpić funkcję materiału tylnego giętarki sterowanej numerycznie. Oczywiście założeniem jest, że dokładność pozycjonowania strugarki typu V musi osiągnąć ± 0,05 mm.


